
Hiểu cách phân biệt giữa Kỹ thuật phay mặt và phay mặt đầu rất cần thiết trong thế giới gia công. Bạn sẽ đi sâu vào hai phương pháp phay phổ biến: Phay mặt và phay đầu. Nắm bắt các kỹ thuật, sự khác biệt và ứng dụng của cả hai kỹ thuật. Trang bị cho mình kiến thức chính xác để tối ưu hóa công việc gia công của bạn.

CNC có nghĩa là Điều khiển số máy tính. Tiếp theo, máy tiện là công cụ tiện vật liệu. Ngược lại, các nhà máy tạo hình vật liệu bằng máy cắt quay. Cả hai máy CNC đều điều khiển máy phay và máy tiện. Độ chính xác cao là một lợi ích của CNC.
Máy tiện tạo ra các vật thể hình trụ. Mills xử lý các hình dạng phức tạp. CNC cung cấp khả năng sản xuất nhanh chóng, máy tiện và máy phay cung cấp chi tiết.
Trong lúc máy phay cnc, phôi vẫn đứng yên. Trên máy tiện, phôi quay. Hệ thống CNC hướng dẫn chuyển động chính xác. Hoạt động của máy tiện đòi hỏi chuyển động quay. Các nhà máy cần sự phối hợp chuyển động X, Y, Z chính xác.
Tốc độ tiến dao ảnh hưởng đến sự thành công của quá trình xay xát. Tốc độ nạp nhanh hơn dẫn đến loại bỏ vật liệu nhanh hơn. Tuy nhiên, độ chính xác có thể giảm. CNC kiểm soát tỷ lệ này. Máy tiện ưu tiên tốc độ quay. Phay tập trung vào tốc độ cấp liệu. Các quyết định về tốc độ cấp liệu có thể ảnh hưởng đến độ hoàn thiện và tuổi thọ của sản phẩm.
Máy phay và máy tiện tạo thành chip. Việc loại bỏ vật liệu dẫn đến hình thành chip. Máy CNC tối ưu hóa việc hình thành chip. Máy tiện tạo ra các phoi dài và cong. Các nhà máy có thể sản xuất chip nhỏ hơn. Sự hình thành phoi hiệu quả giúp kéo dài tuổi thọ dụng cụ.
RPM đo tốc độ trục chính. RPM cao có nghĩa là loại bỏ vật liệu nhanh hơn. CNC điều chỉnh các tốc độ này. Trên máy tiện, tốc độ trục chính xác định độ bóng bề mặt. Trong các nhà máy, tốc độ trục chính ảnh hưởng đến kích thước chip và tuổi thọ dụng cụ.
CNC xác định đường dẫn dao. Mills yêu cầu đường dẫn phức tạp cho hình dạng phức tạp. Máy tiện đi theo các đường dẫn tuyến tính, đơn giản hơn. Trong phay, độ phức tạp của đường chạy dao có thể tăng lên. Đảm bảo đường dẫn công cụ tối ưu là mấu chốt cho kết quả chất lượng.
CNC là viết tắt của Điều khiển số máy tính. Tiếp theo, máy tiện định hình vật liệu bằng cách quay. Mặt khác, máy nghiền sử dụng máy cắt quay.
Máy cắt loại bỏ vật liệu bằng cách cắt. CNC điều khiển cả máy tiện và máy nghiền để đảm bảo độ chính xác. Các bộ phận chính xác cần điều khiển CNC. Vì vậy, CNC đảm bảo kết quả hàng đầu.
Độ sâu đóng một vai trò trong phay. Một máy CNC sử dụng lập trình để thiết lập độ sâu. Máy tiện loại bỏ các lớp trong khi quay. Ngược lại, các nhà máy đào sâu vào vật liệu. Một vết cắt sâu hơn sẽ mất nhiều thời gian hơn. Một vết cắt nông sẽ nhanh hơn. Cả máy phay và máy tiện CNC đều đảm bảo độ sâu thích hợp.
Công cụ quan trọng trong phay. Đối với CNC, vị trí dao là rất quan trọng. Máy tiện có các công cụ chạm vào vật liệu quay. Các nhà máy có máy cắt di chuyển vào vật liệu.
Gắn công cụ chính xác sẽ mang lại kết quả tốt hơn. Những sai sót trong quá trình ăn khớp làm hỏng phôi. Hệ thống CNC ngăn ngừa những sai lầm như vậy.
Feed là về chuyển động của dao cắt. Trong các hệ thống CNC, tốc độ tiến dao rất quan trọng. Máy tiện di chuyển công cụ theo tỷ lệ đã đặt. Các nhà máy có máy cắt di chuyển ở tốc độ cụ thể. Thức ăn mỗi răng liên quan đến răng cắt. Thức ăn thích hợp cho mỗi răng sẽ tránh mài mòn dụng cụ. Nguồn cấp dữ liệu chính xác kéo dài tuổi thọ công cụ.
Lực tác động đến kết quả xay xát. Hệ thống CNC giám sát mức lực. Máy tiện tác dụng lực để tạo hình phôi. Máy nghiền tác dụng lực bằng dao cắt. Quá nhiều lực làm hỏng công cụ. Lực thích hợp đảm bảo vết cắt mịn. Công cụ CNC tối ưu hóa lực để có kết quả tốt nhất.

CNC là viết tắt của Computer Numeric Control, dẫn hướng các chi tiết máy. Tiếp theo, máy tiện quay phôi. Máy tiện khắc các vật thể bằng các công cụ sắc bén.
Tuy nhiên, các nhà máy có hình dạng kim loại khác nhau. Các nhà máy sử dụng các công cụ kéo sợi. Không giống như máy tiện, phôi trong máy nghiền đứng yên. Do đó, phay mặt cắt các vùng rộng với độ chính xác.
Máy nghiền tạo ra bề mặt nhẵn. Máy tiện tạo thành hình dạng hình trụ chủ yếu. CNC cung cấp logic hướng dẫn. Không có CNC, độ chính xác sẽ bị ảnh hưởng. Đặc biệt trong những công việc phức tạp, CNC tỏ ra vô cùng hữu ích. Mỗi máy có khả năng tạo bề mặt độc đáo.
Các nhà máy có chiều dọc và nằm ngang các loại. Đáng chú ý là các máy phay đứng thực hiện việc cắt dọc trục. Máy tiện thiếu khả năng này. Cắt theo trục đi sâu vào vật liệu. Hệ thống CNC chi phối độ sâu và hướng.
Dụng cụ nghiền tiếp xúc rộng rãi với vật liệu. Không giống như các công cụ máy tiện chạm vào các điểm, máy phay bao phủ các khu vực. CNC đóng một vai trò quan trọng. Nó đảm bảo công cụ trải đều trên các bề mặt. Tiếp xúc rộng đảm bảo kết quả thống nhất.
Máy nghiền mặt có nhiều răng cắt. Ngược lại, máy tiện sử dụng phương pháp cắt một điểm. CNC sắp xếp các răng này trong máy nghiền. Số lượng răng ảnh hưởng đến độ hoàn thiện bề mặt và tốc độ.
Phay mặt vượt trội trong việc làm phẳng bề mặt. Máy nghiền làm cho vật liệu phẳng hoàn toàn. CNC đảm bảo chuyển động máy tối ưu. Máy tiện không cung cấp độ phẳng tương tự. Làm phẳng vẫn là một lợi thế chính của nhà máy.
Tạo đường viền cho vật liệu thành các hình dạng mong muốn. Các nhà máy đạt được hình dạng đa dạng một cách dễ dàng. Máy tiện xử lý các đường viền tròn là chủ yếu. Máy phay được điều khiển bằng CNC mang lại các đường viền phức tạp một cách hiệu quả.
Rãnh khắc các khe vào vật liệu. Các nhà máy làm điều này với độ chính xác cao. Máy tiện không lý tưởng cho việc xẻ rãnh. Hướng dẫn CNC là then chốt. Nó đảm bảo kích thước khe đáp ứng yêu cầu.
Mills tạo ra bờ vai vuông vức hoàn hảo. Vai tạo thành các cạnh góc vuông trên vật liệu. Máy tiện không thể đạt được điều này một cách chính xác. Hệ thống CNC điều chỉnh việc tạo vai này trong các nhà máy.
Pocketing có nghĩa là tạo ra các hốc trong vật liệu. Mills, được hướng dẫn bởi CNC, xuất sắc ở đây. Máy tiện không thích hợp để bỏ túi. Độ sâu và hình dạng của túi phụ thuộc vào độ chính xác của máy CNC.
CNC là viết tắt của Điều khiển số máy tính. Về cơ bản, CNC tự động hóa máy công cụ. Mặt khác, máy tiện tạo hình các vật thể bằng cách xoay chúng.
Ngược lại, máy nghiền sử dụng các công cụ để cắt vật liệu thành các hình dạng mong muốn. Máy CNC, máy tiện và máy phay có vai trò then chốt trong sản xuất.
Máy tiện quay một phôi. Trong quá trình này, một công cụ cắt cố định sẽ định hình nó. CNC liên quan đến việc điều khiển máy tính bằng máy tính, mang lại độ chính xác. Các máy nghiền khác nhau, sử dụng máy cắt quay để loại bỏ vật liệu. Cả ba công cụ CNC, máy tiện và máy phay đều xác định nền sản xuất hiện đại.
Hệ thống CNC điều khiển máy móc chính xác, nâng cao năng suất. Máy tiện, theo phương pháp thủ công truyền thống, cũng được hưởng lợi từ công nghệ CNC. Máy phay sử dụng dụng cụ cắt để tạo hình phôi, khác với máy tiện. Kiến thức về CNC, máy tiện và máy phay đảm bảo sản xuất hiệu quả.
Máy CNC hoạt động dựa trên dữ liệu đầu vào của máy tính, đảm bảo tính chính xác. Máy tiện quay phôi, áp dụng dụng cụ cắt vào nó. Không giống như máy tiện, máy nghiền sử dụng các công cụ quay để tạo hình. Những công cụ này, CNC, máy tiện và máy phay, đóng những vai trò riêng biệt nhưng có mối liên hệ với nhau trong các ngành công nghiệp.
Trong sản xuất, CNC đại diện cho sự phát triển công nghệ, điều khiển chuyển động của máy. Máy tiện, những công cụ cổ xưa, vẫn rất quan trọng, quay phôi dựa vào máy cắt cố định. Ngược lại, các nhà máy di chuyển máy cắt của họ để tạo hình các sản phẩm. CNC, máy tiện và máy phay: mỗi loại phục vụ một chức năng riêng biệt trong ngành công nghiệp hiện đại.
Thuộc tính/Danh mục | Phay mặt | Khái niệm cốt lõi | Các ứng dụng | Công cụ được sử dụng |
Sự miêu tả | Khám phá chuyên sâu về phay bề mặt của vật liệu. | Nền tảng cơ bản của quá trình xay xát. | Các tình huống sử dụng chính. | Dụng cụ, thiết bị được triển khai. |
Số lượng mặt hàng Chi tiết | không áp dụng | 5 | 5 | 5 |
Mục đầu tiên | không áp dụng | Cắt rộng | Làm phẳng bề mặt | Nhà máy vỏ |
Mục thứ hai | không áp dụng | Tạo bề mặt | Đường viền | Máy cắt rắn |
Mục thứ ba | không áp dụng | Cắt trục | khía | Nhà máy thức ăn chăn nuôi cao |
Mục thứ tư | không áp dụng | Liên hệ rộng | Vai vuông | Máy cắt xoắn ốc |
Mục thứ năm | không áp dụng | Nhiều răng | bỏ túi | Trục cắt |
Phay mặt bàn Một cái nhìn sâu sắc!

Phay cuối là một hoạt động CNC. CNC là viết tắt của Điều khiển số máy tính. Trong máy CNC, máy tính dẫn hướng. Máy tiện và máy phay là hai loại máy chính. Máy tiện quay phôi. Mặt khác, các máy phay lại xoay các công cụ. Phay cuối là dành riêng cho các nhà máy.
Ở đây, một công cụ được gọi là máy nghiền cuối sẽ cắt vật liệu. Vật liệu vẫn đứng yên trong khi công cụ di chuyển. CNC đảm bảo chuyển động chính xác. Máy nghiền cuối có thể có nhiều kích cỡ khác nhau. Chúng cũng có thể có hình dạng khác nhau. Nhiều ngành công nghiệp sử dụng phay cuối. Từ ô tô đến các thiết bị, phay đầu đều có một vai trò.
Xẻ rãnh sử dụng dao phay cuối để tạo khe. Các khe này có thể có chiều rộng khác nhau. Chúng xuất hiện trong các bộ phận của máy. Khe giúp lắp ráp các cấu trúc.
Hồ sơ định hình mặt bên của vật liệu. Máy nghiền cuối tuân theo một mẫu đã định sẵn. Các cạnh và biên dạng chính xác xuất hiện. Sự hỗ trợ chính xác như vậy trong việc lắp thành phần.
Lao thẳng vào vật chất. Máy nghiền cuối nhập vật liệu theo chiều dọc. Chúng tạo ra các lỗ hoặc hốc sâu. Hãy nghĩ đến những máy móc cần những phần rỗng.
Trong phay dốc, dao phay ngón di chuyển theo một góc. Họ không đi thẳng xuống. Phương pháp này đảm bảo vết cắt mịn hơn. Các thành phần như bộ phận máy bay được hưởng lợi.
Ở đây, dao phay ngón tạo ra các đường cong. Đường viền có thể phức tạp. Hãy nghĩ về các bộ phận thân xe. Phay đường viền mang lại độ chính xác cần thiết.
Máy nghiền cuối sáo có rãnh xoắn ốc. Những rãnh này hỗ trợ việc loại bỏ chip. Sáo có thể có rất nhiều. Nhiều sáo hơn có nghĩa là lớp hoàn thiện mịn hơn.
Nhà máy vát tạo góc. Thông thường, trên cạnh của vật liệu. Họ làm cho việc lắp ráp dễ dàng hơn. Các cạnh hoàn hảo làm giảm lỗi lắp.
Máy nghiền ngón thô thực hiện các vết cắt ban đầu. Họ loại bỏ rất nhiều vật liệu nhanh chóng. Đây không phải là để hoàn thiện mà là loại bỏ vật liệu nhanh chóng.
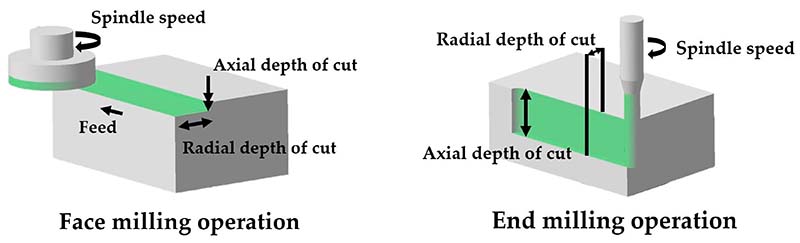
Trong phay mặt, thao tác cắt xảy ra chủ yếu theo chiều dọc trục, nghĩa là trên mặt hoặc phần cuối của dụng cụ. Mặt khác, trong phay biên hoặc phay đầu, việc cắt diễn ra triệt để, xung quanh
Tiếp xúc bề mặt
Chất lượng hoàn thiện
Tỷ lệ vật liệu
Lợi thế về tốc độ
Bề mặt hoàn thiện
Tuổi thọ công cụ
Khả năng tương thích vật liệu
Điều chỉnh nguồn cấp dữ liệu
Lựa chọn công cụ
Tốc độ trục chính
RPM (Số vòng quay mỗi phút) mà công cụ quay có ý nghĩa quan trọng. RPM cao hơn có thể gây ra nhiệt độ quá cao. Ngược lại, RPM chậm hơn có thể gây mòn dụng cụ.
Sử dụng chất làm mát
Vượt qua chồng chéo
Phay dốc
Chuyển sang các kỹ thuật phay khác nhau, hãy xem xét phay dốc. Trong các quy trình CNC, dụng cụ cắt di chuyển theo một góc với bề mặt phôi chứ không chỉ theo chiều dọc.
Phay nhấn
Tiếp theo trong danh sách là phay chìm. Không giống như các phương pháp phay thông thường, ở đây dao di chuyển theo chiều dọc vào vật liệu. Hãy nghĩ đến những chiếc máy CNC lao thẳng xuống, tạo ra những khe sâu. Với phay nhấn, độ sâu trở thành thông số chính.
Phay tốc độ cao
Phay đông lạnh
Tìm hiểu sâu hơn về các kỹ thuật tiên tiến và bạn sẽ gặp phải phương pháp phay đông lạnh. Ở đây, nitơ lỏng làm mát dụng cụ cắt trong quá trình vận hành. Tốc độ làm mát, thường được đo bằng lít trên phút, là yếu tố quyết định.
Phay động
Đường kính dụng cụ Trong nguyên công phay, đường kính dao đóng vai trò một vai trò then chốt. Đường kính lớn hơn đảm bảo độ ổn định cao hơn trong quá trình cắt.
phụ thuộc vào việc chọn kích thước phù hợp cho nhiệm vụ trước mắt.
Các kim loại như nhôm, thép hoặc titan có những đặc tính khác nhau. Nhận biết đặc tính của từng vật liệu. Một vật liệu mềm như nhôm đòi hỏi các thông số khác so với thép không gỉ cứng. Phù hợp với vật liệu dụng cụ để có hiệu suất tối ưu.
Một thông số quan trọng, công suất máy quyết định khả năng xử lý các vật liệu cứng. Nhiều mã lực hơn cho phép cắt nhanh hơn, sâu hơn. Luôn tham khảo bảng thông số kỹ thuật của máy để biết chi tiết chính xác.
Điều này đề cập đến lượng vật liệu được loại bỏ bởi mỗi răng cắt. Việc cài đặt chính xác tải phoi sẽ ngăn chặn tình trạng gãy dụng cụ. Giám sát và điều chỉnh tải phoi để bảo vệ dụng cụ và đạt được độ hoàn thiện vượt trội.
Kích thước phôi của bạn quan trọng. Đối với các phôi lớn hơn, đường kính dụng cụ lớn hơn và công suất máy cao hơn trở nên cần thiết. Đảm bảo bệ máy có thể chứa phôi. Trong suốt cuộc thảo luận này, sự phức tạp của kỹ thuật phay mặt và phay đầu đã được khám phá. Nhận biết sự khác biệt, điểm mạnh và điểm yếu của từng phương pháp sẽ giúp đưa ra quyết định tốt hơn trong các hoạt động gia công. Để có được các công cụ phay và kiến thức chuyên môn hàng đầu, hãy tin tưởng.











