Máy doa ngang được thiết kế để gia công các chi tiết nặng, doa lỗ sâu và phay chính xác cao các chi tiết lớn. Chúng chủ yếu được sử dụng cho các công đoạn gia công chính xác như khoan, doa, phay và taro. Chúng phù hợp để gia công các chi tiết kết cấu phức tạp như hộp, khung và khuôn mẫu.
A máy khoan ngang Đây là loại máy doa được sử dụng rộng rãi nhất. Nó chủ yếu dùng để gia công lỗ, và độ chính xác doa có thể đạt đến IT7.
Nó còn được gọi là máy doa ngang. Ngoài việc mở rộng các lỗ đúc hoặc đã gia công trên phôi, máy doa ngang còn có thể phay mặt phẳng, khoan, gia công vòng ngoài của mặt cuối và mặt bích, cắt ren, v.v.
Độ chính xác cao: máy có thể được sử dụng trong sản xuất hàng loạt nhỏ và các xưởng sửa chữa; sai số độ tròn của lỗ gia công không quá 5 micron, và độ nhám bề mặt là Ra0.63-1.25 micron.

Các hoạt động chính: Gia công phay và doa chính xác; gia công phụ: khoan, doa, tiện mặt phẳng, tiện đường kính ngoài.
Chuyên môn hóa: Hệ thống nhiều lỗ khoan và các bộ phận dạng hộp yêu cầu khoảng cách lỗ khoan chính xác.
Ứng dụng công nghiệp: Luyện kim · Năng lượng · Đóng tàu (đa quy trình: khoan/phay/khoan lỗ).
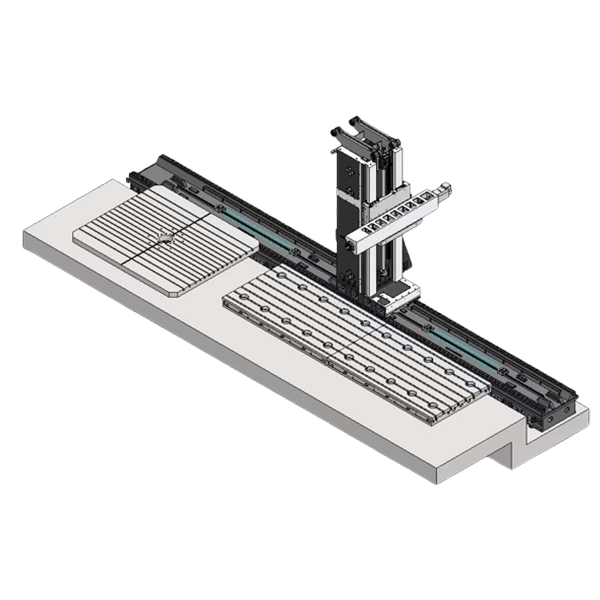
Trục chính của máy doa được bố trí nằm ngang, và đầu máy có thể di chuyển theo chiều dọc dọc theo ray dẫn hướng của cột trước. Khi sử dụng máy doa ngang để gia công, dụng cụ được lắp đặt trên trục chính, thanh doa hoặc bàn xoay phẳng, và có thể đạt được các tốc độ và bước tiến khác nhau thông qua hộp trục chính. Đồng thời, nó có thể di chuyển lên xuống dọc theo ray dẫn hướng của cột trước cùng với hộp trục chính.
Phôi gia công được đặt trên bàn làm việc. Bàn làm việc có thể di chuyển theo chiều dọc và chiều ngang nhờ bàn trượt dưới và bàn trượt trên. Nó cũng có thể xoay quanh ray dẫn hướng tròn của bàn trượt trên đến góc cần thiết để thích ứng với các tình huống gia công khác nhau. Khi thanh doa dài hơn, một đầu có thể được đỡ bởi ụ đỡ phía sau để tăng độ cứng vững.
Để gia công các chi tiết (các bộ phận lớn) có khoảng cách lỗ lớn hoặc hộp dài, một số máy doa ngang tăng hành trình ngang của bàn làm việc lên khoảng gấp đôi và tăng độ cứng của đế dưới bằng cách tăng chiều rộng của ray chính và ray dẫn hướng phụ.
 | 1. Cấu trúc kho chứa dụng cụ Các hộp chứa dụng cụ kiểu dẫn hướng 40 và 60 dụng cụ, được điều khiển bởi một hệ thống servo, giúp cải thiện hiệu quả thay dụng cụ tổng thể. |
2. Cấu trúc trục chính Trục chính được thiết kế theo cấu trúc châu Âu, có độ cứng cao, tốc độ cao và độ rung thấp. Trục chính có tốc độ thấp và mô-men xoắn cao. | |
| 3. Bàn làm việc được trang bị các bánh răng mài siêu lớn. Nó được kết hợp với cấu trúc chống rung xoáy kép để đảm bảo độ chính xác. | |
4. Cấu trúc truyền tải Phương pháp truyền động trục X và Z sử dụng hệ dẫn động bốn bánh tác động trực tiếp. Hệ thống này có độ chính xác ổn định, loại bỏ được độ rơ, cải thiện độ cứng xoắn và cho phép điều chỉnh góc. Trục Y sử dụng hệ dẫn động trực tiếp kết hợp với bộ giảm tốc của Đức để nâng cao độ cứng xoắn. | |
5. Cấu trúc đối trọng Sử dụng trạm thủy lực chuyển đổi tần số servo, đối trọng của xi lanh thủy lực giúp giảm tải trọng dọc trục và kéo dài tuổi thọ. | |
6.Thiết kế kết cấu đúc Bề mặt lắp đặt ray dẫn hướng tuyến tính và tâm trục vít me bi nằm trên cùng một mặt phẳng, điều này giúp cho hệ thống truyền động trục vít me bi ổn định hơn và đảm bảo độ chính xác tổng thể của máy công cụ. | |
7. Cấu trúc đường ray treo Trục Y sử dụng cấu trúc lót lồng trong lồng có độ cứng cao, ghép đôi bên phải và bên trái. Trục Y được trang bị 4 ray dẫn hướng tuyến tính, 2 phía trước và 2 phía sau, với độ cứng cao, độ chính xác cao và tuổi thọ dài. |
YANGSEN đã đầu tư và xây dựng xưởng gia công kim loại tấm quy mô lớn của riêng mình. Bằng cách kiểm soát toàn bộ quy trình sản xuất kim loại tấm nội bộ, chúng tôi có thể rút ngắn đáng kể thời gian giao hàng, đảm bảo chất lượng gia công chính xác và đáp ứng nhanh chóng các yêu cầu đặt hàng riêng.
Vì sao xưởng gia công kim loại tấm của chúng ta lại quan trọng:
Rút ngắn thời gian giao hàng: Loại bỏ sự chậm trễ do thuê ngoài và đẩy nhanh tiến độ giao máy móc hoàn thiện.
Kiểm soát chất lượng được cải thiện: Giám sát trực tiếp đảm bảo dung sai chặt chẽ, mối hàn nhất quán và chất lượng hoàn thiện cao.
Khả năng tùy chỉnh linh hoạt: Sản xuất nhanh chóng các linh kiện kim loại tấm theo yêu cầu riêng hoặc các đơn đặt hàng đặc biệt.
Hiệu quả chi phí và sản xuất ổn định: Giảm sự phụ thuộc vào nhà cung cấp bên ngoài, giảm chi phí đơn vị trong sản xuất hàng loạt và duy trì chất lượng ổn định.
Lắp ráp và khớp nối tốt hơn: Các bộ phận được sản xuất nội bộ đảm bảo sự căn chỉnh hoàn hảo và tích hợp dễ dàng hơn với khung máy.
 |  |
| Tấm kim loại kín hoàn toàn | Tấm kim loại bán kín |
Đầu phay mặt phẳng trong máy khoan ngang là gì?

Nếu máy doa ngang của bạn chỉ có thể thực hiện thao tác doa và phay, bạn đang thiếu một khả năng quan trọng — tiện.
Đầu phay (phụ kiện trục U) được thiết kế để mở rộng khả năng của máy bằng cách cho phép thực hiện các thao tác tiện hướng tâm trực tiếp trên máy khoan ngang CNC.
Bằng cách sử dụng chuyển động trục W của trục chính, dụng cụ có thể di chuyển theo hướng xuyên tâm, cho phép bạn gia công các đường kính khác nhau mà không cần định vị lại phôi.
Hiệu năng tiêu biểu:
Hành trình xuyên tâm: lên đến 85 mm
Tốc độ tối đa: lên đến 400 vòng/phút
Độ chính xác khi khoan: lên đến H7
Độ nhám bề mặt: khoảng Ra 1.6

Tại sao cần thêm đầu phay mặt phẳng vào máy khoan?
Nếu không có đầu căn chỉnh, bạn phải phụ thuộc vào nhiều máy móc và thực hiện các thiết lập lặp đi lặp lại, điều này làm tăng nguy cơ sai sót và giảm hiệu quả.
Với đầu hướng về phía trước, bạn có thể:
Kết hợp gia công đầu khoan và phay mặt phẳng trong cùng một máy.
Hoàn thành các bộ phận phức tạp chỉ trong một lần thiết lập.
Cải thiện độ đồng tâm và độ hoàn thiện bề mặt.
Tăng năng suất đồng thời giảm chi phí tổng thể
Đồng thời, khi kết hợp với hệ thống làm mát xuyên trục chính, đầu phay mang lại hiệu suất ổn định hơn bằng cách giảm nhiệt, kéo dài tuổi thọ dụng cụ và duy trì chất lượng bề mặt tốt hơn trong quá trình gia công tải nặng.
| Tiêu chuẩn | Không bắt buộc | ||
| ATC tay đòn xoay Tấm kim loại bao che toàn bộ Gõ cứng Bình chứa chất làm mát & thùng chứa vụn gỗ Đèn làm việc kép Tự động tắt nguồn (M30) Thanh lọc không khí mê cung trục chính Bộ thay dao tự động 40 dao (ATC) Bôi trơn tự động tập trung Bộ trao đổi nhiệt dạng tủ Đèn báo trạng thái ba màu Bu lông và miếng đệm cân bằng | Thang đo quang học 3 trục Băng tải chip máy dò gãy dụng cụ Máy vớt dầu dạng đĩa Máy thu sương mù Bộ cài đặt dụng cụ tự động Chất làm mát xuyên trục chính Bàn xoay 4 trục 60T ATC | ||

Ngoại hình đẹp và trang nhã, bố cục tổng thể cân đối và hài hòa. Giường, cột và ghế trượt đều sử dụng ray dẫn hướng hình chữ nhật, đảm bảo độ ổn định tốt.
Ray dẫn hướng được tôi cứng bằng phương pháp làm lạnh và có khả năng chống mài mòn cao.
Màn hình hiển thị kỹ thuật số đồng bộ, trực quan và chính xác, có thể nâng cao hiệu quả công việc và giảm chi phí.
1. Khung máy có độ cứng vững tốt và có thể chịu được tải trọng cắt nặng.
2. Động cơ trục chính có công suất lớn, phạm vi điều chỉnh tốc độ rộng, tận dụng tối đa hiệu quả dụng cụ và tốc độ cắt cao.
3. Các chi tiết đúc dễ bị hư hỏng được làm bằng gang chịu mài mòn vanadi-titan, còn các bộ phận quan trọng được làm bằng thép hợp kim chất lượng cao, chắc chắn, bền bỉ và có tuổi thọ lên đến 20 năm.
4. Máy công cụ này có hệ thống bôi trơn hoàn hảo.
Bôi trơn bằng mỡ là phương pháp bôi trơn được sử dụng phổ biến nhất cho các ổ đỡ trục chính, ổ đỡ vít me bi và các dẫn hướng đường lăn tốc độ thấp;
Các thanh dẫn hướng tuyến tính lăn tốc độ cao, thanh dẫn hướng phủ nhựa và bánh răng thay đổi tốc độ được bôi trơn bằng dầu; các đai ốc vít được bôi trơn bằng cả mỡ và dầu.
5. Máy phay ngang có thể được trang bị thiết bị hiển thị kỹ thuật số theo yêu cầu của khách hàng.
Nhờ hiệu suất đáng tin cậy và vận hành dễ dàng, công nhân của bạn có thể thao tác rất dễ dàng và nhanh chóng. Máy có thể sử dụng nhiều loại dao phay trụ, dao phay đĩa, dao phay góc, dao phay định hình và dao phay ngón để gia công các bề mặt phẳng, bề mặt nghiêng, rãnh, v.v.
7. Khả năng gia công các chi tiết và bộ phận lớn hơn cho nhiều ngành công nghiệp khác nhau. Đặc biệt là trong các ngành công nghiệp tua bin hơi, quốc phòng và nông nghiệp.
Bạn có thể chọn một mặt hàng phù hợp từ danh sách bên dưới:
| Người mẫu | YSBD-110/5T | YSBD-110/6T | YSBD-110/8T | YSBD-130/8T | YSBD-130/15T | YSBD-130/20T |
| Kích thước bàn (Dài x Rộng) mm | 1250x1250/5T | 1250x1500/6T | 1400x1600/8T | 1400x1600/8T | 1800x2200/8T | 2500x2500/25T |
| Đường kính trục chính mm | D110 | D110 | D110 | D130 | D130 | D130 |



1. Tuân thủ các quy trình vận hành an toàn chung dành cho công nhân phay và khoan. Mặc các thiết bị bảo hộ lao động theo quy định.
2. Kiểm tra xem việc kết nối tay cầm vận hành, công tắc, núm vặn, cơ cấu kẹp và piston thủy lực có đúng vị trí không, hoạt động có trơn tru không và các thiết bị an toàn có đầy đủ và đáng tin cậy không.
3. Kiểm tra xem có vật cản nào trong phạm vi hoạt động hiệu quả của từng trục máy công cụ hay không.
4. Nghiêm cấm tuyệt đối việc sử dụng máy công cụ vượt quá khả năng hoạt động của nó. Chọn tốc độ cắt và tốc độ tiến dao phù hợp với vật liệu phôi.
5. Khi bốc dỡ các vật nặng, cần lựa chọn phương pháp nâng hạ và thiết bị nâng hạ phù hợp với trọng lượng và hình dạng của vật.
6. Khi trục chính đang quay và chuyển động, tuyệt đối không được dùng tay chạm vào trục chính và dụng cụ được lắp ở đầu trục chính.
7. Khi thay dụng cụ, bạn phải dừng máy trước, rồi mới thay thế sau khi đã kiểm tra kỹ. Khi thay thế, cần chú ý đến hư hỏng của lưỡi dao.
8. Nghiêm cấm giẫm lên bề mặt ray dẫn hướng và bề mặt sơn của thiết bị hoặc đặt vật nặng lên đó. Nghiêm cấm tuyệt đối việc gõ hoặc nắn thẳng phôi trên bàn làm việc.
9. Sau khi nhập chương trình gia công cho phôi mới, cần kiểm tra tính chính xác của chương trình và mô phỏng xem chương trình đang chạy có đúng hay không. Không được phép vận hành chu trình tự động mà không kiểm tra trước để tránh làm hỏng máy.
10. Khi sử dụng trụ gá dao hướng tâm xoay phẳng để cắt, trước tiên cần đưa thanh doa về vị trí 0, sau đó ở chế độ MDA, sử dụng lệnh M43 để chuyển sang chế độ đĩa xoay phẳng. Nếu cần di chuyển trục U, bạn phải đảm bảo thiết bị kẹp thủ công trục U đã được nới lỏng.
11. Khi cần xoay bàn máy (trục B) trong quá trình làm việc, cần đảm bảo rằng bàn máy không chạm vào các bộ phận khác của máy công cụ hoặc các vật thể khác xung quanh máy công cụ trong quá trình xoay.
12. Khi máy công cụ đang hoạt động, nghiêm cấm chạm vào khu vực xung quanh trục ren quay, thanh đánh bóng, trục chính và đĩa quay phẳng, và người vận hành không được đứng trên các bộ phận chuyển động của máy công cụ.
13. Khi máy công cụ đang hoạt động, người vận hành không được phép rời khỏi vị trí làm việc nếu không có sự cho phép hoặc giao nhiệm vụ trông coi cho người khác.
14. Nếu có hiện tượng bất thường hoặc tiếng ồn lạ trong quá trình vận hành máy công cụ, hãy dừng máy ngay lập tức, tìm ra nguyên nhân và xử lý kịp thời.
15. Khi đầu máy và bàn làm việc của máy công cụ ở vị trí giới hạn di chuyển hoặc gần vị trí giới hạn di chuyển, người vận hành không được vào các khu vực sau:
(1) Giữa bề mặt đáy của hộp trục chính và giường;
(2) Giữa trục khoan và vật gia công;
(3) Giữa trục khoan và giường hoặc bàn làm việc khi nó được mở rộng;
(4) Giữa bàn làm việc và hộp trục chính khi nó đang di chuyển;
(5) Khi trục khoan quay, giữa đuôi sau, thành và thùng nhiên liệu;
(6) Giữa bàn làm việc và cột chính phía trước;
(7) Các khu vực khác có thể gây ra hiện tượng đùn;
16. Khi tắt máy công cụ, bàn máy phải được thu về vị trí giữa, thanh doa phải được thu lại, sau đó phải thoát khỏi hệ thống vận hành, và cuối cùng, phải ngắt nguồn điện.