
Làm sáng tỏ lập trình máy tiện CNC là mục tiêu then chốt của blog này. Trong những hướng dẫn này, một thế giới rộng lớn mở ra, nơi bạn có thể thành thạo Động cơ trục chính, Tháp pháo công cụ, Trượt vận chuyển và các hoạt động mã G phức tạp. Tìm hiểu cách khai thác toàn bộ sức mạnh của máy tiện, lập trình với độ chính xác và tối ưu hóa các hoạt động để đạt hiệu quả cao nhất. Đạt được những hiểu biết sâu sắc chuyển thành kiến thức chuyên môn trong thế giới thực.
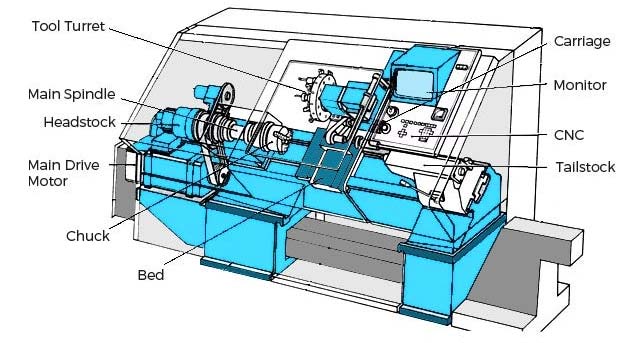
· Động cơ trục chính: Thường được coi là trái tim, dẫn động trục chính. RPM (vòng quay mỗi phút) của nó xác định khả năng tốc độ của máy.
· Tháp pháo công cụ: Chứa nhiều dụng cụ cắt. Nó cho phép thay đổi công cụ nhanh chóng, nâng cao hiệu quả.
· Trượt vận chuyển: Cho phép nằm ngang sự chuyển động. Định vị chính xác dụng cụ dựa vào phôi.
· Đường ray giường: Nền tảng vững chắc - đảm bảo chuyển động của dụng cụ thẳng.
· Đuôi xe: Được đặt ở cuối, hỗ trợ các phôi dài.
· Chuck: Giữ phôi chắc chắn, đảm bảo thao tác chính xác, êm ái.
· Trụ dụng cụ: Trên giá đỡ, cố định dụng cụ cắt.
· Vít me: Ra lệnh cho chuyển động của dụng cụ và chuyển chuyển động quay thành chuyển động tuyến tính.
· Bảng điều khiển: Trung tâm chỉ huy của bạn. Từ đây, người vận hành nhập dữ liệu cần thiết.
· Hệ thống phản hồi: Tích hợp cho độ chính xác. Liên tục theo dõi, điều chỉnh hoạt động của máy.
· Vít bi: Chúng chuyển đổi chuyển động quay thành chuyển động tuyến tính. Đảm bảo chuyển động công cụ chính xác.
· Động cơ trục: Dẫn động các trục của máy. Xác định hướng chuyển động và tốc độ.
· Hệ thống làm mát: Phân phối chất lỏng làm mát. Kéo dài tuổi thọ dụng cụ, đảm bảo vết cắt mịn.
· Hướng dẫn tuyến tính: Hỗ trợ chuyển động của công cụ. Giảm ma sát, duy trì độ chính xác.
· Tấm chắn an toàn: Bảo vệ người vận hành khỏi các mảnh vụn bay và sự chạm vô tình.
mã G là ngôn ngữ phổ quát cho các hoạt động CNC. Nó quyết định chuyển động, tốc độ và hướng. Mỗi số mã G tương ứng với một nhiệm vụ cụ thể, chẳng hạn như G01 cho chuyển động tuyến tính.
Mã M điều khiển các chức năng của máy. Ngoài ra, nó còn kích hoạt chất làm mát, thay đổi công cụ, v.v. Ví dụ, M03 có thể bắt đầu quay trục chính.
Trong Lập trình máy tiện CNC, phép nội suy tuyến tính vẽ một đường thẳng giữa hai điểm. Sử dụng lệnh G01, bạn điều khiển dao dọc theo trục X, Z.
Trước khi khắc, đảm bảo vị trí dụng cụ phù hợp. Công cụ bù đắp điều chỉnh độ lệch. Với G10, việc chỉnh sửa diễn ra theo thời gian thực, đảm bảo độ chính xác.
Việc quay mặt giải quyết phần cuối của phôi. Mã G90 hỗ trợ định vị tuyệt đối. Bề mặt hoàn thiện mịn là kết quả của quy trình quay mặt chính xác.
Đường kính tiện tạo hình phôi hình trụ. Dựa vào G92 để đo kích thước chính xác. Hãy luôn nhớ rằng, độ chính xác đảm bảo các chi tiết hoàn hảo.
Khoan tạo ra lỗ. Chu trình G81 bắt đầu quá trình khoan cơ bản. Độ sâu, tốc độ và vị trí dụng cụ quyết định kết quả khoan thành công.
Khai thác tạo ra các chủ đề nội bộ. Sử dụng G84, đồng bộ hóa chuyển động quay của trục chính với chuyển động tuyến tính. Đảm bảo vòi phù hợp với kích thước lỗ cho phù hợp.
Đây là những trình tự hoạt động được xác định trước. G73, G76, G89 là những mã điển hình. Chu trình đóng hộp đơn giản hóa hoạt động CNC, nâng cao hiệu quả.
Tạo đường cong? Nội suy cung là rất quan trọng. Sử dụng G02 cho các cung theo chiều kim đồng hồ và G03 cho các cung ngược chiều kim đồng hồ giúp đơn giản hóa các đường cong.
Chủ đề cung cấp độ bám và kết nối. Lệnh G76 cắt luồng hiệu quả. Đồng bộ hóa và vị trí công cụ thích hợp mang lại kết quả tối ưu.
Đối với những hố sâu, G83 là cứu tinh. Khoan Peck phá vỡ chip, ngăn ngừa tắc nghẽn. Độ sâu mổ tối ưu ngăn ngừa gãy dụng cụ.
Lệnh G70 mang lại sự hoàn thiện mượt mà. Sau khi cắt thô, G70 đánh bóng phôi. Mỗi kiệt tác đều xứng đáng có một kết thúc hoàn hảo.
Cắt giảm ban đầu cần G71. Nó nhanh chóng loại bỏ vật liệu, chuẩn bị hoàn thiện. Những đường chuyền thô tạo tiền đề cho sự hoàn hảo.
Chia tay cắt phôi từ phôi chính. Sử dụng công cụ T với các thông số cụ thể. Tốc độ tiến dao và độ sâu thích hợp đảm bảo chia tay sạch sẽ.
Kích hoạt trục chính xảy ra với M3. Vấn đề RPM chính xác. Hoạt động trơn tru phụ thuộc vào tốc độ trục chính chính xác.
Việc dừng trục chính cần có M5. An toàn và bảo trì nhấn mạnh tầm quan trọng của nó. Mọi hoạt động đều cần có sự bắt đầu và kết thúc.
Sau khi hoàn thành nhiệm vụ, việc đưa các công cụ về trạng thái ban đầu là rất quan trọng. G28 gửi dụng cụ về nhà. Luôn bắt đầu từ một điểm đã biết để có thể lặp lại.
Các nhiệm vụ khác nhau cần các công cụ khác nhau. Bộ thay đổi công cụ chuyển đổi công cụ một cách liền mạch. Mã T, kết hợp với M6, thực hiện các thay đổi công cụ hoàn hảo.

Tạo ảnh gương trong lập trình máy tiện CNC độ chính xác. Bằng cách lật mã của phôi, cả bộ phận bên trái và bên phải đều được sản xuất liền mạch. Việc chuyển đổi giữa các phần được phản chiếu trở nên hiệu quả.
Nội suy xoắn ốc
Lập trình rãnh
Chủ đề nhiều lần bắt đầu
mổ xẻ biến đổi
Khai thác cứng nhắc
tiện côn
G76 Cắt ren tinh
Đường dẫn công cụ nâng cao
Lập trình tiểu chương trình
Nhiều lần lặp lại
Hoạt động trục B
Hồ sơ phức tạp
Cuộc gọi chương trình con M98
Chương trình con kết thúc M99
Sau lệnh gọi M98, lệnh M99 báo hiệu hoàn thành chương trình con. Nó đảm bảo sự chuyển tiếp suôn sẻ giữa các chương trình chính và chương trình phụ. | Kỹ thuật | Ứng dụng | Yêu cầu máy | Mức độ phức tạp | Dụng cụ | Giảm thời gian chu kỳ (%) |
Sử dụng ngành | Hình ảnh phản chiếu | phần đối xứng | CNC trục kép | Vừa phải | Tiêu chuẩn | 10-15 |
Hàng không vũ trụ | Nội suy xoắn ốc | Khoan lỗ, vòng cung | CNC 4 trục | Cao | Máy nghiền cuối | 15-25 |
ô tô | Lập trình rãnh | Hốc, Undercut | Máy tiện | Vừa phải | Rãnh | 5-10 |
Tướng Mfg. | Chủ đề nhiều lần bắt đầu | Tham gia chủ đề nhanh hơn | CNC đa trục | Cao | Chủ đề | 10-20 |
Môn thủy lực | mổ xẻ biến đổi | Khoan lỗ sâu | CNC với chu kỳ mổ | Thấp đến trung bình | Máy khoan | 20-30 |
Dâu khi | Khai thác cứng nhắc | Tạo chủ đề chính xác | CNC với trục chính đồng bộ | Cao | Vòi | 10-15 |
Hàng không vũ trụ | tiện côn | hình nón | Máy tiện có offset | Vừa phải | Quay | 5-10 |
Gia công kim loại | G76 Cắt ren tinh | Luồng chính xác | CNC với hỗ trợ mã G. | Cao | Chủ đề | 5-15 |
Thiết bị đo đạc | Đường dẫn công cụ nâng cao | Đường nét phức tạp | CNC 5 trục | Rất cao | đa | 20-35 |
Hàng không vũ trụ | Lập trình tiểu chương trình | Lặp lại thao tác | CNC nâng cao | Vừa phải | Tiêu chuẩn | 10-20 |
Tướng Mfg. | Nhiều lần lặp lại | Sản xuất hàng loạt | CNC có bộ nhớ | Thấp | Tiêu chuẩn | 15-25 |
Sản xuất hàng loạt | Hoạt động trục B | Gia công góc cạnh | CNC đa trục | Cao | Tổ hợp | 10-20 |
Dụng cụ & Khuôn | Hồ sơ phức tạp | Hình dạng và biểu mẫu tùy chỉnh | CNC 5 trục | Rất cao | Đặc biệt | 15-30 |
Làm khuôn | Cuộc gọi chương trình con M98 | Lập trình mô-đun | CNC với hỗ trợ mã G. | Vừa phải | Tiêu chuẩn | 10-15 |
Tướng Mfg. | Chương trình con kết thúc M99 | Kết thúc chương trình mô-đun | CNC với hỗ trợ mã G. | Thấp | Không có | không áp dụng |
Tướng Mfg.

Giảm thời gian chu kỳ
Chạy khô
Giảm thiểu việc cắt không khí
Tốc độ nạp tối ưu
Đường dẫn công cụ hiệu quả
Bồi thường hao mòn công cụ
Tốc độ bề mặt không đổi
Giảm thiểu thay đổi công cụ
Giãn nở nhiệt
Giữ phôi
Xóa thích ứng
Bôi trơn tối thiểu
Gia công tốc độ cao
Giảm thời gian ngừng hoạt động
Ngăn chặn lỗi
Đơn giản hóa mã
Phát hiện va chạm Mọi thiết lập máy đều coi trọng độ chính xác. Với máy CNC Máy tiện
Trực quan hóa đường dẫn
Gia công ảo
Xác thực mã
Loại bỏ vật liệu
Kiểm tra dung sai
Động học máy
Chạy khô
Điều chỉnh tốc độ
Ghi đè nguồn cấp dữ liệu
Giám sát thời gian thực
Cắt thử nghiệm
Backplotting
Thăm dò ảo
Phân tích chuyển động
Thông báo lỗi
Vật liệu dụng cụ Thép tốc độ cao (HSS) và loại cacbua là những lựa chọn chính. Cacbua vượt trội về độ bền, trong khi HSS mang lại sự linh hoạt. Cả hai đều tác động Máy tiện CNC
Hình học công cụ
thuận lợi.
Đảm bảo bạn chọn người giữ thích hợp. BT30, CAT40 và HSK là những giống phổ biến. Khả năng tương thích với máy tiện đảm bảo hiệu quả.
RPM (Số vòng quay mỗi phút) và IPM (Inch mỗi phút) đều quan trọng. Quay số theo giá trị chính xác sẽ tối ưu hóa quá trình cắt. Cài đặt không đúng có thể làm hỏng dụng cụ hoặc vật liệu.
Nước làm mát ngập nước và nước làm mát phun sương nổi bật. Chất làm mát ngập nước làm ngập dụng cụ, trong khi sương mù sử dụng các giọt nhỏ. Làm mát thích hợp giúp kéo dài tuổi thọ dụng cụ.
Một mối quan tâm mà mọi nhà điều hành nên ưu tiên. Kiểm tra thường xuyên ngăn ngừa sự dừng lại không lường trước được. Sự vỡ làm ảnh hưởng đến tính toàn vẹn của sản phẩm.
Chọn phần chèn phù hợp cho vật liệu. CNMG, WNMG và DNMG là những hình dạng phổ biến. Mỗi phục vụ các hoạt động quay riêng biệt.
Quan trọng đối với việc cắt giảm nội thất. Đảm bảo đường kính của thanh phù hợp với dự án. Thanh móc lỗ chắc chắn giúp giảm độ rung, nâng cao độ chính xác.
Tích hợp cho các hoạt động xay xát. Các máy nghiền phẳng, bi và bán kính góc có những ứng dụng cụ thể. Chọn một cách khôn ngoan để đạt được bề mặt hoàn thiện mong muốn.
Xác định mũi khoan phù hợp để tạo lỗ. Mũi khoan xoắn và mũi khoan thuổng có nhiều biến thể. Mỗi loại mũi khoan có độ sâu và phạm vi đường kính cụ thể. Mũi doa Hoàn hảo để đạt được kích thước lỗ chính xác. Sử dụng nó sau
để nâng cao độ chính xác. Lựa chọn kích thước là điều quan trọng nhất.
Tạo chủ đề nội bộ dễ dàng. Có loại vòi xoắn ốc và rãnh thẳng. Mỗi cung cấp khả năng phân luồng độc đáo.
Cần thiết cho Lập trình máy tiện CNC, thư viện công cụ lưu trữ và gọi lại các thông số công cụ. Thư viện hiệu quả hợp lý hóa quy trình sản xuất.
Bù dao cắt điều chỉnh đường dẫn dao trong thời gian thực và nhận biết sự thay đổi độ mòn và đường kính của dao. Vì vậy, đảm bảo sản phẩm vẫn nằm trong mức cho phép.
Hướng dẫn tích hợp từng bước!
Bắt đầu bằng cách nhập thiết kế CAD của bạn vào phần mềm CNC. Sử dụng các định dạng như DXF, DWG hoặc IGES để tích hợp liền mạch.
Trước khi thực hiện thêm hành động nào, hãy đảm bảo kích thước thiết kế của bạn phù hợp với kích thước vật liệu của bạn. Chia tỷ lệ mô hình một cách thích hợp trong phần mềm để thực hiện chính xác.
Tiếp theo, xác định đường dẫn mà công cụ của bạn sẽ đi theo. M06 (thay dao) hoặc G01 (di chuyển tuyến tính) có thể là các lệnh mã G phổ biến được thấy ở đây.
Trước khi thực hiện theo thời gian thực, hãy chạy mô phỏng. Kiểm tra mọi lỗi tiềm ẩn, sự chồng chéo hoặc sự kém hiệu quả trong chuyển động của dụng cụ.
Sau khi hài lòng, hãy tạo mã G. Bộ hướng dẫn này cho máy tiện CNC biết cách biến nguyên liệu thô thành bộ phận bạn mong muốn.
Sử dụng bộ xử lý hậu kỳ, bạn có thể chuyển đổi mã G thành ngôn ngữ tương thích với máy CNC cụ thể của mình. Đảm bảo các lệnh mã G, như G28 (trở về nhà), phù hợp với yêu cầu của máy.
Trong phần mềm, chọn loại máy tiện CNC. Các máy tiện khác nhau có khả năng khác nhau, do đó hãy lựa chọn một cách khôn ngoan.
Luôn chạy kiểm tra lỗi. Đảm bảo tính tương thích của mã với máy đã chọn, tránh nguy cơ hư hỏng hoặc lãng phí vật liệu.
Sau khi kiểm tra lỗi, xuất chương trình. Sử dụng USB hoặc kết nối trực tiếp để liên lạc với máy hiệu quả.
Nạp chương trình vào bộ điều khiển của máy tiện CNC. Đảm bảo truyền dữ liệu thích hợp cho các hoạt động không bị gián đoạn.
Kết hợp các vòng phản hồi. Giám sát hiệu suất máy trong thời gian thực và thực hiện các điều chỉnh cần thiết để có kết quả tối ưu.
Tận dụng thư viện công cụ của phần mềm của bạn. Chọn các dụng cụ cắt thích hợp, chẳng hạn như HSS (thép tốc độ cao) hoặc cacbua, dựa trên vật liệu và độ hoàn thiện mong muốn.
Luôn lưu chương trình của bạn. Sao lưu tệp trên ổ đĩa ngoài hoặc bộ lưu trữ đám mây để tránh mất dữ liệu.
Thích ứng với sự khác biệt về chất liệu trong lập trình!
Nhận biết rằng các vật liệu khác nhau có mức độ cứng khác nhau. Khi lập trình cho Máy tiện CNC, việc đảm bảo đường chạy dao chính xác dựa trên độ cứng là điều tối quan trọng.
Việc tạo phoi thành công là nhờ độ sâu và góc cắt chính xác. Những cài đặt đó xuất phát từ đặc điểm độc đáo của vật liệu.
Mỗi vật liệu có đặc tính nhiệt riêng biệt. Hiểu cách vật liệu hoạt động dưới nhiệt sẽ hỗ trợ tối ưu hóa các thông số cắt.
Bề mặt hoàn thiện mong muốn đòi hỏi sự chú ý đến từng chi tiết. Các công cụ và cài đặt khác nhau mang lại sự khác nhau về độ nhám bề mặt.
Tốc độ tiến dao và tốc độ trục chính khác nhau đảm bảo gia công hiệu quả và an toàn. Vật liệu cụ thể đòi hỏi phải điều chỉnh độc đáo.
Vật liệu cứng hơn làm tăng tốc độ mài mòn của dụng cụ. Vì vậy, hãy thường xuyên kiểm tra độ mòn của dụng cụ, đặc biệt là
Các loại nước làm mát
Giảm căng thẳng
Kéo giãn vật liệu
Chất kết dính
Giảm rung
Lực kẹp
Xử lý nhiệt
Gia công sau
Cân nhắc ủ
Xử lý bề mặt

Chỉ số khả năng gia công
Làm quen với chỉ số khả năng gia công của vật liệu. Chỉ số cao hơn biểu thị việc gia công dễ dàng hơn, hướng dẫn lựa chọn và cài đặt công cụ. Phần kết luận Nắm vững lập trình máy tiện CNC trở thành mục tiêu có thể đạt được với những hướng dẫn toàn diện này. Điều hướng qua các yếu tố cần thiết, từ hiểu động cơ trục chính đến các luồng khởi động nhiều lần phức tạp và các kỹ thuật lập trình nâng cao.











