
Công nghệ bảo trì CNC (điều khiển số máy tính) không chỉ là tiền đề đảm bảo hoạt động bình thường mà còn đóng vai trò to lớn trong việc thúc đẩy sự phát triển và cải tiến của công nghệ CNC, vì vậy nó đã trở thành một môn học chuyên ngành hiện nay.
Bất kỳ máy CNC nào cũng là thiết bị điều khiển quy trình, đòi hỏi nó phải hoạt động chính xác tại mọi thời điểm điều khiển theo thời gian thực. Hỏng hóc, hỏng hóc của bất kỳ bộ phận nào sẽ khiến máy ngừng hoạt động, dẫn đến ngừng sản xuất, hỏng máy.
Vì vậy, việc bảo trì phòng ngừa các thiết bị có nguyên lý phức tạp và kết cấu chính xác như hệ thống điều khiển số là rất cần thiết. Đặc biệt là đối với các loại máy công cụ CNC nhập khẩu, hầu hết đều có giá từ hàng trăm nghìn đến hàng chục triệu USD. Trong nhiều ngành công nghiệp, thiết bị này là công việc quan trọng.

Các nhiệm vụ sau đây phải được thực hiện hàng ngày, giả sử số giờ sử dụng bình thường:
1. Kiểm tra áp suất và mức dầu bôi trơn. Nạp tiền nếu được yêu cầu. Bảo đảm bôi trơn máy.
2. Kiểm tra mức nước làm mát; Nếu không đủ, vui lòng bổ sung nước làm mát kịp thời. Sử dụng máy đo khúc xạ chất làm mát để đảm bảo tỷ lệ chất làm mát và dầu được duy trì.
3. Làm sạch khay thải chất làm mát. Kiểm tra mức dầu của bộ ba khí nén, mức này bằng khoảng 2/3 chiều cao của toàn bộ ống dầu. Hơi nước trong bể lọc dầu ba khí nén được thải ra từ công tắc thoát nước mỗi ngày.
4. Kiểm tra độ ẩm trong khí nén. Xả ẩm nếu phát hiện.
5. Kiểm tra áp suất khí nén bằng đồng hồ đo áp suất khí nén. Kiểm tra áp suất không khí, nới lỏng núm điều chỉnh và điều chỉnh áp suất theo nguyên tắc tăng áp suất thuận tay phải và giảm áp suất thuận tay trái, thường được đặt ở mức 5 ~ 7KG/CM2. Công tắc áp suất thường được đặt thành 5KG/CM2. Khi áp suất thấp hơn 5KG/CM2, cảnh báo sẽ xuất hiện và hệ thống sẽ hiển thị 'ÁP SUẤT KHÔNG KHÍ THẤP' báo thức. Sau khi áp suất tăng lên, thông báo cảnh báo sẽ biến mất.
6. Lau toàn bộ máy bằng giẻ sạch. Loại bỏ vết cắt và vết dầu trên bàn làm việc, bên trong máy công cụ và trên tấm chắn ống lồng ba trục.
7. Kiểm tra đầu ra của ổn áp. Đảm bảo nó tuân thủ các thông số kỹ thuật cần thiết.
8. Kiểm tra nhiệt độ của bộ làm mát bảng điều khiển.
9. Quan sát tiếng ồn, tiếng nổ hoặc bất kỳ sự bất thường nào khác trong quá trình vận hành máy.
10. Để ý bất kỳ dấu hiệu quá nóng nào trong quá trình vận hành máy.
11. Kiểm tra xem luồng khí thổi vào lỗ côn bên trong của trục chính có bình thường không, lau lỗ côn bên trong của trục xoay bằng vải cotton sạch và xịt dầu nhẹ.
12. Làm sạch các cánh tay và dụng cụ của ổ chứa dụng cụ, đặc biệt là các vấu của dụng cụ.
13. Làm sạch các công tắc giới hạn lộ ra ngoài và khối chống va đập.
14. Kiểm tra xem tất cả các đèn tín hiệu và đèn cảnh báo bất thường có bình thường không.
15. Kiểm tra xem có rò rỉ trong đường ống của bộ phận áp suất dầu không.
16. Máy công cụ nên được làm sạch sau khi hoàn thành công việc hàng ngày.
17. Giữ môi trường xung quanh máy sạch sẽ và ngăn nắp.
Các nhiệm vụ bảo trì sau đây phải được thực hiện hàng tuần:
1. Làm sạch toàn bộ xưởng máy, đặc biệt là khu vực xung quanh máy.
2. Kiểm tra xem có dấu hiệu rò rỉ chất bôi trơn, dầu hoặc chất làm mát hay không.
3. Kiểm tra và đảm bảo tất cả các quạt làm mát đều hoạt động bình thường. Chúng bao gồm quạt động cơ trục chính, quạt hệ thống làm mát, quạt động cơ thủy lực và áp suất thủy lực. Vệ sinh lưới lọc gió của dàn trao đổi nhiệt, lưới lọc của dàn làm mát và bơm dầu bôi trơn.
4. Thực hiện kiểm tra trực quan các bộ phận của máy. Bôi mỡ hoặc chất bôi trơn thích hợp vào các bộ phận có vẻ khô.
5. Kiểm tra xem các đầu dụng cụ có được giữ chắc chắn trong bộ đổi dụng cụ và có sạch sẽ hay không.
6. Bôi trơn rãnh chữ v, pít-tông, nắp trượt, càng vắt, chìa khóa và lò xo của bộ thay dụng cụ.
7. Kiểm tra xem tất cả các bộ phận điện như công tắc và đèn có hoạt động bình thường không.
8. Kiểm tra xem điểm gốc cơ học ba trục có bị lệch không.
9. Kiểm tra xem cần thay dao của ổ tích dao hoặc ổ tích dao có quay trơn tru không.
10. Nếu có bộ làm mát dầu, hãy kiểm tra dầu làm mát dầu. Nếu nó thấp hơn vạch quy mô, vui lòng thêm dầu làm mát dầu kịp thời.
11. Kiểm tra nhiệt độ cài đặt của két làm mát dầu, nên cài đặt trong khoảng 26-28 độ.

Kiểm tra bảo trì nên được thực hiện hàng tháng bao gồm:
1. Làm sạch bộ thu phoi gần két nước làm mát.
2. Kiểm tra, tháo và điều chỉnh hàm, mâm cặp và đồ gá.
3. Làm sạch hoặc thay bộ lọc không khí theo yêu cầu.
4. Kiểm tra tình trạng của các đầu dụng cụ và thay đổi chúng nếu cần.
5. Kiểm tra, tra dầu, siết chặt, hiệu chỉnh xích, băng tải trong máy.
6. Làm sạch khác nhauquạt của máy để tránh tích tụ bụi.
7. Kiểm tra nhật ký dầu, chất bôi trơn và chất làm mát. Kiểm tra xem có bất kỳ mức tiêu thụ bất thường nào không.
8. Làm sạch bụi và mảnh vụn trên lưới tản nhiệt.
9. Kiểm tra độ bôi trơn của rãnh ba trục X, Y và Z và bề mặt rãnh phải được bôi trơn tốt.
10. Kiểm tra và vệ sinh công tắc hành trình và cản.
11. Kiểm tra xem dầu trong cốc dầu của xi lanh dao có đủ không. Nếu nó không đủ, xin vui lòng bổ sung nó trong thời gian.
12. Kiểm tra xem các dấu hiệu và bảng tên cảnh báo trên máy có rõ ràng không.

Kiểm tra bảo trì máy CNC cần được thực hiện nửa năm một lần:
1. Tháo tấm bảo vệ chống phoi ba trục, làm sạch mối nối ống dầu ba trục, vít dẫn bi và công tắc giới hạn ba trục, đồng thời kiểm tra xem nó có bình thường không. Kiểm tra xem tác dụng của các lưỡi gạt nước đường sắt cứng của mỗi trục có tốt không.
2. Kiểm tra xem mô tơ servo và đầu của mỗi trục có chạy bình thường không và có âm thanh bất thường nào không.
3. Thay dầu của bình thủy lực và dầu của cơ cấu giảm tốc của ổ chứa dụng cụ.
4. Kiểm tra độ hở của từng trục và điều chỉnh lượng bù nếu cần.
5. Làm sạch bụi trong hộp điện (đảm bảo rằng máy công cụ đã được tắt).
6. Kiểm tra toàn diện xem tất cả các tiếp điểm, đầu nối, ổ cắm và công tắc có bình thường không.
7. Kiểm tra và điều chỉnh độ cơ khí.
Kiểm tra bảo trì máy CNC cần được thực hiện hàng năm:
1. Kiểm tra xem tất cả các phím có nhạy và bình thường không.
2. Làm sạch bình chứa nước cắt và thay chất lỏng cắt.
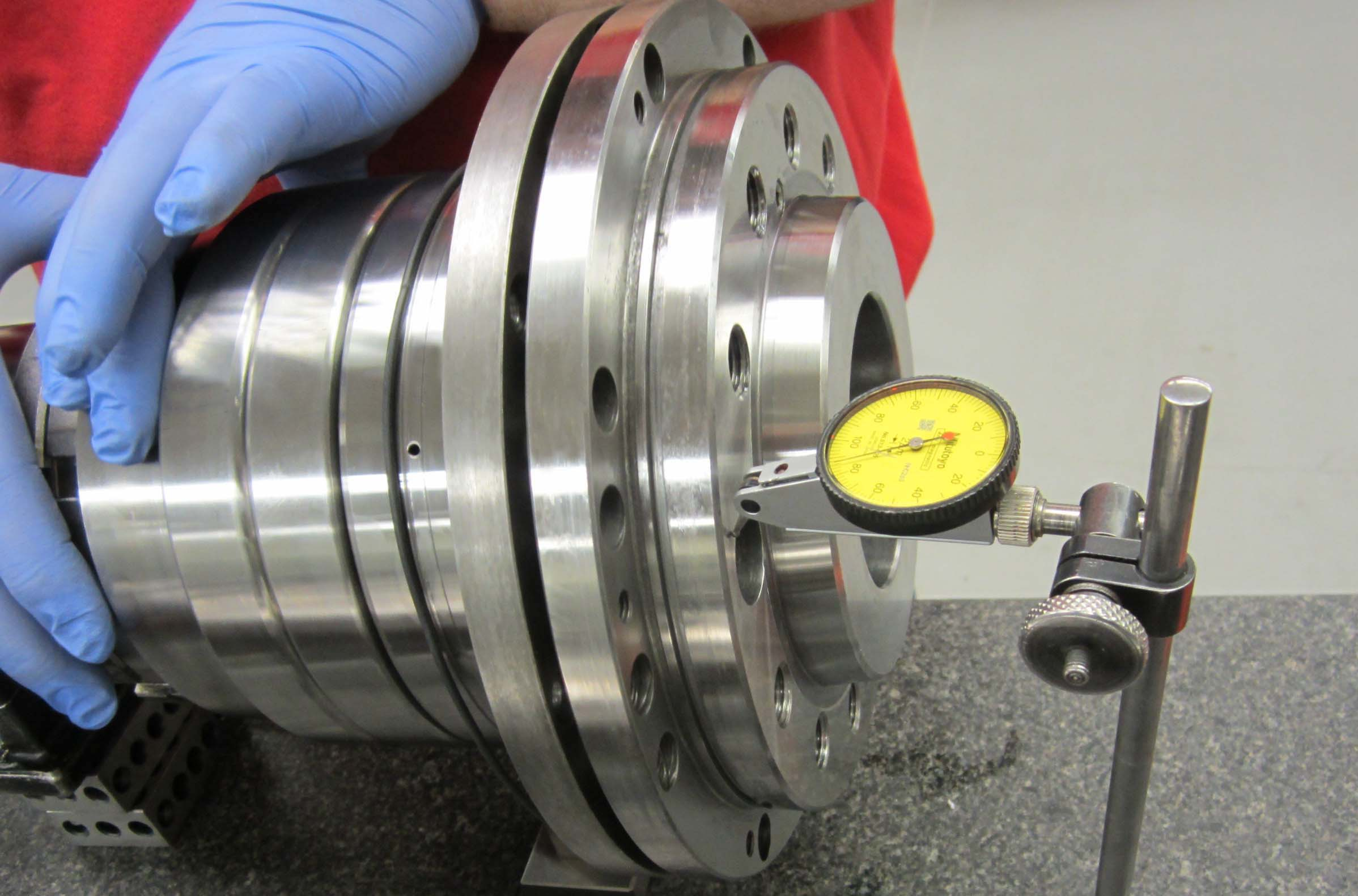
3. Kiểm tra độ chính xác theo phương thẳng đứng của từng trục và quyết định xem có cần điều chỉnh hay không.
4. Tháo két nước làm mát xi lanh để kiểm tra.
5. Làm sạch xi lanh chất làm mát để tìm mảnh vụn, kiểm tra vi khuẩn hoặc nấm phát triển và làm sạch két.
6. Xả chất bôi trơn đã sử dụng, làm sạch vỏ chất bôi trơn và đổ đầy lại.
7. Kiểm tra sự hiện diện của chất gây ô nhiễm trong dầu khí nén. Thay đổi nó nếu cần thiết.
8. Thay tất cả các bộ lọc dầu.
9. Chạy mô phỏng phần mềm để kiểm tra sự thẳng hàng và thụt đầu dòng của các công cụ.
10. Sử dụng phần mềm để nhanh chóng đảo ngược trục của đầu công cụ để kiểm tra phản ứng dữ dội. Nếu đầu công cụ gặp hiệu ứng giật dữ dội, thì cần phải bảo trì thêm.

1. Sau khi khởi động máy phải làm nóng trước khoảng 10 phút trước khi chế biến. Máy lâu ngày không sử dụng nên kéo dài thời gian khởi động máy.
2. Kiểm tra mạch dầu có thông suốt không
3. Đặt bàn và yên vào giữa máy trước khi tắt máy (di chuyển hành trình ba trục vào giữa hành trình của mỗi trục).
4. Giữ máy công cụ khô ráo và sạch sẽ.
Lưu ý: Việc bảo trì và sửa chữa thiết bị nên được thực hiện bởi các kỹ sư chuyên nghiệp.
1. Hệ thống bảo vệ nối đất phải có tính liên tục tốt để đảm bảo an toàn cho con người.
2. Thường xuyên kiểm tra các bộ phận thiết yếu như cầu dao, công tắc tơ, bình chữa cháy hồ quang một pha hoặc ba pha. Nếu dây bị lỏng hoặc tiếng ồn quá lớn, hãy tìm ra nguyên nhân và loại bỏ những mối nguy hiểm tiềm ẩn.
3. Đảm bảo rằng quạt làm mát trong tủ điện hoạt động bình thường, nếu không có thể gây hư hỏng các bộ phận quan trọng.
4. Cầu chì bị đứt và công tắc không khí thường xuyên bị ngắt. Nguyên nhân cần được tìm ra và loại bỏ kịp thời.
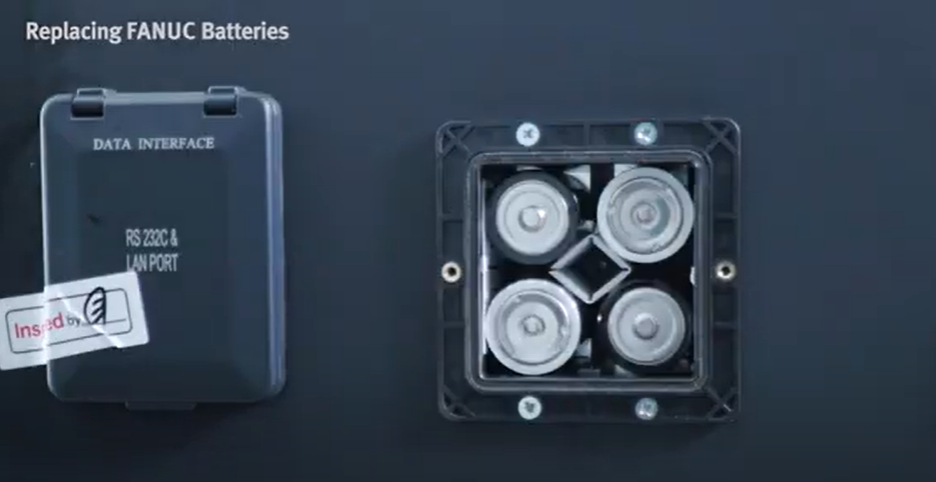
5. Thay pin ổ đĩa servo
Dữ liệu hệ thống điều khiển tuyệt đối được duy trì bởi pin ổ đĩa servo. Khi điện áp pin quá thấp (cảnh báo 9F), phải thay pin biến tần. Vui lòng đặt mua cùng loại pin càng sớm càng tốt và giữ cho ổ đĩa luôn bật nguồn. Vui lòng bật nguồn của bộ truyền động 30 phút trước khi thay pin và hoàn thành việc thay pin trong vòng 1 giờ.
1. Xác nhận rằng nguồn điện đầu vào đã bị cắt và nguồn điện của bộ truyền động được thay thế đã bị tắt.
2. Rút phích cắm pin được kết nối với ổ cắm pin của bộ truyền động.
3. Dùng đầu ngón tay ấn vào mặt bên của pin, đẩy pin theo chiều ngang rồi lấy pin ra.
4. Kết nối phích cắm của pin mới với ổ cắm pin của bộ truyền động.
5. Lắp pin vào bộ truyền động.
Bảo trì tại chỗ là chẩn đoán lỗi của máy công cụ CNC (chủ yếu là bộ phận CNC), tìm vị trí lỗi và thay thế nó bằng các phụ tùng thông thường tương ứng để máy công cụ có thể hoạt động bình thường trở lại.
Chìa khóa của quá trình này là chẩn đoán, nghĩa là phát hiện hệ thống hoặc mạch ngoại vi, xác định xem có lỗi hay không và chỉ ra vị trí chính xác của lỗi để tìm lỗi.vị trí. Từ việc định vị toàn bộ máy đến bảng vá lỗi, trong một số trường hợp, thậm chí đến cả các thành phần. Đây là phần chính của toàn bộ công việc bảo trì.
Thông thường, khi dữ liệu tương đối đầy đủ, lỗi có thể được đánh giá thông qua phân tích dữ liệu hoặc có thể sử dụng phương pháp tín hiệu giao diện để đánh giá các bộ phận có thể bị lỗi theo hiện tượng lỗi, sau đó kiểm tra từng bộ phận một theo đặc điểm cụ thể của lỗi và phần này, và đưa ra phán đoán sơ bộ.
Trong các ứng dụng thực tế, có thể sử dụng một phương pháp để tìm và loại bỏ lỗi, và đôi khi cần có nhiều phương pháp. Mức độ nắm vững các phương pháp đánh giá điểm lỗi chủ yếu phụ thuộc vào mức độ nắm vững các nguyên lý và kết cấu của thiết bị lỗi.
Khi hệ thống điều khiển số bị lỗi, tín hiệu lỗi và thông tin tương ứng thường được đưa ra trên màn hình hiển thị hoặc bảng điều khiển. Thông thường, hướng dẫn vận hành hoặc hướng dẫn điều chỉnh của hệ thống có số cảnh báo chi tiết, nội dung cảnh báo và phương pháp xử lý.
Do cài đặt cảnh báo của hệ thống là duy nhất, đầy đủ, chặt chẽ và rõ ràng nên nhân viên bảo trì có thể tự xử lý chúng theo thông tin và phương pháp xử lý được đưa ra sau mỗi cảnh báo.
Theo các đặc tính điện của máy công cụ, nhà sản xuất máy công cụ áp dụng các chương trình PLC để hiển thị một số lỗi hoặc thông tin vận hành có thể phản ánh điều khiển điện của giao diện máy công cụ bằng các dấu hiệu cụ thể và cung cấp chúng thông qua màn hình và có thể xem thêm mô tả báo động chi tiết thông qua các phím cụ thể. Loại báo động này có thể được xử lý theo hướng dẫn khắc phục sự cố do nhà máy sản xuất máy công cụ cung cấp hoặc có thể sử dụng bảng điều khiển hoặc bộ lập trình để tìm ra trạng thái tín hiệu tương ứng theo sơ đồ mạch và chương trình PLC, đồng thời tìm ra điểm lỗi cho xử lý theo quan hệ logic.
Xử lý sự cố không có báo động hoặc không có báo động Khi PLC của hệ thống không chạy được, hệ thống đã dừng hoặc hệ thống không có báo động nhưng hoạt động không bình thường, cần phân tích và đưa ra quyết định dựa trên thông tin trạng thái hệ thống trước và sau khi thực hiện. thất bại và sử dụng cơ sở lý thuyết đã được nắm vững. nhận định đúng. Phương pháp chẩn đoán và khắc phục sự cố lỗi này được mô tả bên dưới.
1. Kiểm tra trực quan
Kiểm tra bằng mắt thường bo mạch bị lỗi, kiểm tra cẩn thận xem có cầu chì bị đứt, các bộ phận bị cháy thành than, bốc khói hoặc nứt và có vật lạ hở mạch không. Bằng cách này, có thể đánh giá liệu có quá dòng, quá áp, ngắn mạch và các sự cố khác trong bảng hay không.

2. Chạm vào
Dùng tay sờ và lắc các linh kiện, đặc biệt là điện trở và điện dung, thiết bị bán dẫn có cảm giác lỏng lẻo hay không để phát hiện một số vấn đề về mối hàn.
3. Tăng sức mạnh
Đầu tiên, sử dụng đồng hồ vạn năng để kiểm tra xem có hở mạch giữa các nguồn điện khác nhau hay không.
Nếu không có, bạn có thể kết nối với nguồn điện tương ứng. Kiểm tra bằng mắt thường xem có khói, lửa, v.v. hay không và chạm vào các bộ phận xem có nóng bất thường không.
Thất bại, và thu hẹp phạm vi bảo trì.
Ví dụ: khi khắc phục sự cố của một nhà máy ở Cáp Nhĩ Tân, hệ thống CNC và PLC của máy công cụ đang chạy bình thường, nhưng hệ thống thủy lực của máy công cụ không thể khởi động được. Sử dụng bộ lập trình để kiểm tra xem chương trình PLC có chạy bình thường không và các trạng thái tín hiệu cần thiết có đáp ứng các điều kiện khởi động không.
Trong quá trình kiểm tra thêm, người ta thấy rằng trạng thái tín hiệu PLC không phù hợp với các dấu hiệu trên bản vẽ và thiết bị. Máy dừng và lôi board mạch ra kiểm tra. Người ta phát hiện ra rằng địa chỉ của hai bảng đầu ra của PLC bị sai và vị trí của hai bảng còn lại cũng sai. Sau khi đổi máy chạy bình thường.
Đối với bộ điều khiển khả trình SIMATIC S5 được sử dụng bởi máy công cụ bị lỗi này, miễn là địa chỉ chính xác, bất kể vị trí của bảng mạch được sắp xếp như thế nào, hệ thống có thể chạy bình thường. Tuy nhiên, các thành phần điều hành tương ứng và nguồn tín hiệu phải tương ứng chính xác.
Các lỗi tương ứng sẽ gây ra trục trặc và thậm chí phá hủy máy công cụ. Ngoài ra, theo hiện tượng lỗi do người dùng cung cấp, kết hợp với quan sát tại chỗ của họ và sử dụng nguyên tắc làm việc của hệ thống, có thể nhanh chóng đưa ra phán đoán chính xác.
4. Phương pháp kiểm tra thông số hệ thống
Ngày nay, chức năng tự chẩn đoán của hệ điều hành máy công cụ CNC ngày càng mạnh hơn và hầu hết các lỗi của máy công cụ CNC đều có thể được chẩn đoán. Khi máy công cụ CNC bị lỗi, đôi khi thông tin cảnh báo được hiển thịtrên màn hình và đôi khi có các thiết bị báo động trên thiết bị CNC, thiết bị PLC và thiết bị truyền động, chẳng hạn như đèn cảnh báo sẽ nhấp nháy, còi, v.v.
Tại thời điểm này, trước tiên, hãy kiểm tra hướng dẫn bảo trì và kiểm tra cài đặt tham số tương ứng. Việc mất và cài đặt không chính xác các tham số hệ thống sẽ gây ra sự thay đổi hoặc lỗi hiệu suất của máy công cụ.
Ví dụ, trong quá trình gia công tự động của hệ thống FANUC, phần còn lại của máy công cụ ngừng di chuyển và màn hình hiển thị cảnh báo 500 và 501. Kiểm tra tham số theo cách thủ công để biết rằng các tham số tương ứng được lưu trữ giới hạn hành trình giới hạn dương và âm. Tại thời điểm này, máy công cụ có thể được chuyển sang lắc thủ công. Khi giá đỡ dụng cụ đạt đến phạm vi hành trình chính xác và điều chỉnh các thông số, cảnh báo có thể được gỡ bỏ.
5. Phương pháp Reset máy
Trong quá trình xử lý, do báo động hệ thống do lỗi tức thời gây ra, lỗi có thể được xóa bằng cách đặt lại phần cứng hoặc lần lượt bật và tắt nguồn hệ thống. Hệ thống phải được khởi tạo và xóa. Trước khi xóa, bạn nên chú ý sao chép và ghi lại những dữ liệu quan trọng. Nếu không thể loại bỏ lỗi sau khi khởi tạo, hãy thực hiện chẩn đoán phần cứng.
6. Phương pháp chẩn đoán đo lường
Đo lường là phương pháp cơ bản để chẩn đoán lỗi thiết bị. Chúng ta có thể sử dụng các dụng cụ như đồng hồ vạn năng, máy hiện sóng và máy kiểm tra logic để đo các mạch điện tử.
Ví dụ, khi xác định thứ tự pha của nguồn điện ba pha của hệ thống điều khiển số, bảng thứ tự pha có thể được sử dụng để đo, nghĩa là đường dây điện ba pha được kết nối với bảng thứ tự pha. Khi thứ tự pha đúng, bảng thứ tự pha sẽ quay theo chiều kim đồng hồ và ngược lại. Nó cũng có thể được đo bằng máy hiện sóng hai kênh. Nếu trình tự pha đúng, thì dạng sóng của mỗi hai pha lệch pha nhau 120°.
Theo sơ đồ mạch hệ thống và sơ đồ mạch máy công cụ, điện áp, nguồn điện, tín hiệu xung, v.v. của bộ phận bị lỗi được đo để xác định lỗi. Ví dụ: điện áp đầu vào của nguồn điện vượt quá giới hạn, khiến việc giám sát nguồn điện phải sử dụng vôn kế để đo điện áp mạng hoặc sử dụng máy kiểm tra điện áp để theo dõi trong thời gian thực để loại bỏ các nguyên nhân khác.
Nếu vòng điều khiển vị trí bị lỗi, có thể sử dụng máy hiện sóng để kiểm tra trạng thái tín hiệu của vòng đo hoặc có thể sử dụng máy hiện sóng để quan sát xem đầu ra tín hiệu có bị lệch pha hay không và có nhiễu hay không.
Ví dụ: khi một nhà máy ở Thượng Hải đang khắc phục sự cố, hệ thống sẽ báo động và phần cứng của vòng định vị bị lỗi.
Máy hiện sóng được sử dụng để kiểm tra và phát hiện có tín hiệu nhiễu. Ta dùng phương pháp đấu nối các tụ trong mạch để lọc bớt giúp hệ thống hoạt động bình thường.











