
Máy CNC là kỳ quan của thời hiện đại. Và, giá đỡ công cụ và BT và BBT là danh mục phụ của giá đỡ công cụ thực hiện một chức năng quan trọng đối với máy CNC. Bài viết này thông báo cho bạn về các loại, chức năng, sự khác biệt, đo lường và nhiều điều khác về giá đỡ công cụ, BT và BBT.
Điều khiển số đề cập đến điều khiển tự động, không phải điều khiển thủ công của máy móc và lịch sử của nó bắt đầu từ đầu những năm 1940 khi John T. Parsons quản lý để điều khiển máy bằng cách sử dụng thẻ đục lỗ có hệ thống định vị tọa độ. Hệ thống này phát triển thành điều khiển số máy tính với sự phát triển của máy tính. Ngày nay, máy công cụ được lập trình để thực hiện các thao tác với độ chính xác và tốc độ cao nhất.

Máy CNC được làm bằng các bộ phận khác nhau. Hai bộ phận chính là trục chính và dụng cụ cắt. Trục chính là nguồn năng lượng và các chức năng chính của nó là vận hành dụng cụ cắt và điều chỉnh độ chính xác của nó. Do đó, dụng cụ cắt thực hiện các nguyên công như khoan, phay hoặc doa. Điều này nói rằng, một phần giao diện là cần thiết giữa hai phần này để chống lại những thiệt hại có thể xảy ra với chúng. Phần này được gọi là giá đỡ dụng cụ. Trách nhiệm chính của giá đỡ dụng cụ là cung cấp khoảng cách cần thiết giữa trục chính và dụng cụ cắt. Nếu không, các bộ phận này sẽ bị hỏng do ma sát do kết nối trực tiếp gây ra. Giá đỡ công cụ cung cấp một kết nối an toàn và do đó đóng một vai trò quan trọng trong việc đảm bảo sự cân bằng, độ chính xác hết và lực kẹp của máy CNC.
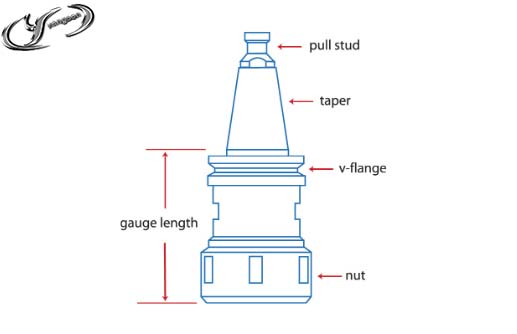
Giá đỡ dụng cụ thường bao gồm bốn phần:
Đinh kéo (núm giữ): Đinh kéo gắn giá đỡ dụng cụ vào trục xoay và giữ chúng gắn vào đó. Nếu không có bộ phận này, các giá đỡ dụng cụ sẽ bay ra khỏi trục chính. Trong quá trình máy hoạt động, nó được nâng lên nhờ bộ kẹp của trục chính, cho phép kéo giá đỡ dụng cụ vào giá đỡ của trục chính.
côn: Đầu côn là điểm gắn của giá đỡ dụng cụ vào trục chính. Nó có dạng hình nón. Nó vừa với ổ cắm cái trong trục chính và do đó cố định giá đỡ dụng cụ vào trục chính.
Mặt bích: Khi bộ thay dao tự động được di chuyển khỏi giá đỡ dao, nó là bộ phận mà bộ thay dao được gắn vào.
Túi kẹp: Ống kẹp đi vào túi thu để có thể cố định nó bằng các đai ốc ống kẹp.
Có rất nhiều loại giá đỡ công cụ với các kích cỡ và tiêu chuẩn khác nhau và cho các mục đích khác nhau. Ngay cả những người vận hành cũng khó có thể biết tất cả các loại cán dao. Tuy nhiên, có thể kể đến các loại cán dao cơ bản sau:
Mâm cặp:
Chúng là những loại giá đỡ công cụ phổ biến với khả năng gắn dễ dàng và lực kẹp cao. Chúng có nhiều loại khác nhau như “draw-in” và “push-out”.
Mâm cặp khoan:
Về cơ bản, chúng có thể được phân loại thành “mâm cặp có khóa” và “mâm cặp không khóa”. Đối với mâm cặp có khóa, bạn sử dụng chìa khóa để siết chặt đầu kẹp. Mâm cặp không cần chìa khóa có thể được siết chặt bằng tay. Mâm cặp máy khoan đã được sử dụng trong nhiều năm và lý tưởng cho các hoạt động đơn giản tại các xưởng nhỏ.
Giá đỡ máy nghiền cuối:
Chúng là những giá đỡ công cụ đơn giản và rẻ tiền, nhưng chúng có tuổi thọ ngắn.
Mâm cặp co lại:
Chúng được làm nóng và do đó có thể được điều chỉnh để có các kích cỡ khác nhau. Một thiết bị đặc biệt được sử dụng để làm nóng mâm cặp co ngót. Thiết bị tự động gia nhiệt mâm cặp để đạt được độ cứng và độ chính xác mong muốn mà không phụ thuộc vào kỹ năng của người vận hành.
chủ sở hữu ER:
Những cán vợt này chủ yếu được ưa chuộng vì độ chạy cao, độ bám tốt và giá cả hợp lý. Chúng cũng linh hoạt hơn các loại cán khác và có thể dễ dàng lắp vào bất kỳ loại cán nào. Tuy nhiên, chúng cần được chăm sóc và huấn luyện nhiều hơn. Đầu tiên, nên sử dụng ống kẹp chính xác cho một cán cụ thể. Sau đó, chúng nên được xoắn đúng cách. Cuối cùng, chúng nên được lắp ráp một cách sạch sẽ. Nếu tất cả những điều này được thực hiện đúng cách, những người nắm giữ ER sẽ đạt được hiệu suất mong muốn của họ.
Mâm cặp phay:
Vòng bi kim bên trong mâm cặp phay tạo ra một độ nghiêng thay đổi tạo áp lực lên thân máy, làm tăng đáng kể lực kẹp. Có thể nói mâm cặp phay có lực kẹp gấp 5 lần so với mâm cặp thông thường. Vặn chặt chúng quá nhiều có thể gây ra vấn đề chạy do áp suất cao lên ổ trục kim, vì vậy nhiều sách hướng dẫn khuyên nên lùi chúng ra một chút sau khi siết chặt hoàn toàn.
Mâm cặp thủy lực:
Dầu lỏng được sử dụng để tăng áp suất và độ bám. Nó có thể dễ dàng thắt chặt bằng cờ lê lục giác. Những mâm cặp này mang lại độ chính xác cao và giảm rung cực kỳ hiệu quả. Mặt khác, nhược điểm chính của nó là độ cứng thấp.
•Đầu tiên, bạn nên chọn đúng kích thước phù hợp với xưởng, nhà máy của mình. Mặc dù BT30 có thể làm tốt công việc cho một xưởng nhỏ, nhưng nó có thể không đủ cho các nhà máy lớn.
•Vị trí của nơi làm việc cũng rất quan trọng. Trong khi người châu Âu chọn sử dụng người có HSK, thì người Mỹ có xu hướng sử dụng người có bằng CAT. Là mộtthay thế quốc tế, bạn có thể chọn chủ sở hữu BT.
• Để có độ chính xác cao nhất ở tốc độ cao, bạn có thể sử dụng các đầu giữ công nghệ tiên tiến như BBT hoặc HSK.
• Nếu bạn muốn tính linh hoạt, những người nắm giữ ER sẽ là một lựa chọn tuyệt vời cho bạn. Những người nắm giữ này thích ống kẹp ở hầu hết các kích cỡ.
• Đối với các chi tiết gia công đơn giản, các đầu cặp dụng cụ đơn giản và rẻ tiền như đầu dao phay ngón là đủ. Do đó, bạn không phải đầu tư nhiều vào giá đỡ dụng cụ.
• Cuối cùng, bạn không nên bỏ qua việc đầu tư vào những người giữ công cụ hàng đầu mà bạn cần. Hãy nhớ rằng khoản đầu tư này sẽ chuyển thành năng suất và lợi nhuận trong thời gian dài.
Các tiêu chuẩn khác nhau đã được phát triển để quản lý dụng cụ của máy CNC. Tiêu chuẩn dùng cho côn ở Châu Âu là SK hoặc ISO. HSK là phiên bản phát triển của đầu cặp dụng cụ SK, với tính năng tiếp xúc kép. Kích thước của côn của họ là 1:10. Tính năng tiếp xúc kép nâng cao hiệu suất của cán dao HSK ở các khía cạnh khác nhau. Người Mỹ sử dụng tiêu chuẩn CAT. Và, BT là một dạng tiên tiến của tiêu chuẩn CAT được phát triển bởi ngành công nghiệp giá đỡ công cụ của Nhật Bản. Trên thực tế, nó là tên viết tắt của 'Bottle Grip Taper'. Kích thước côn của chúng là 7:24, Chúng có các kích thước khác nhau tùy theo đường kính của côn như BT30, BT40 và BT50. BBT đề cập đến các nút thuôn 'Big Plus BT', giống như BCB đề cập đến các nút thuôn Big Plus CAT. Công nghệ Big Plus liên quan đến trục chính tiếp xúc kép. Cán tiếp xúc với trục chính trên cả mặt trục chính và mặt bích. Dưới đây, chúng tôi sẽ giải thích thêm về những người nắm giữ công cụ BBT và giải thích chi tiết về những ưu việt của họ so với những người nắm giữ công cụ BT.

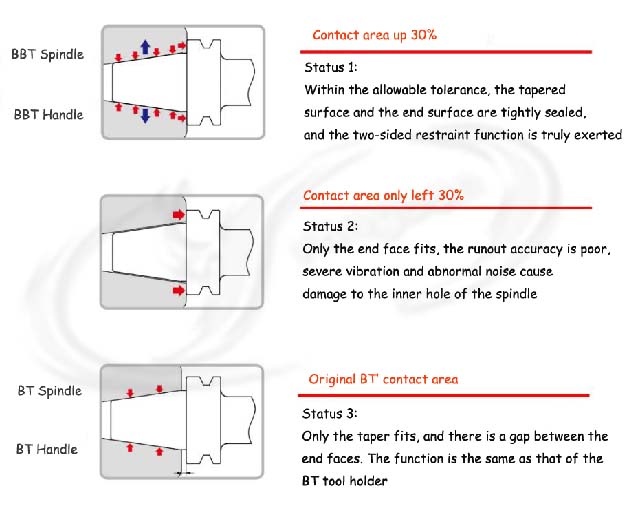
BT đề cập đến các đầu cặp dụng cụ thông thường trong đó trục chính chỉ tiếp xúc với côn sau khi kẹp. Trong các công cụ này, có một khoảng trống đáng kể giữa mặt trục chính và mặt bích. Không gian này ảnh hưởng xấu đến hiệu suất của giá đỡ dụng cụ và máy CNC về độ cứng, độ đảo, độ lệch và một số yếu tố khác.
 |
||||
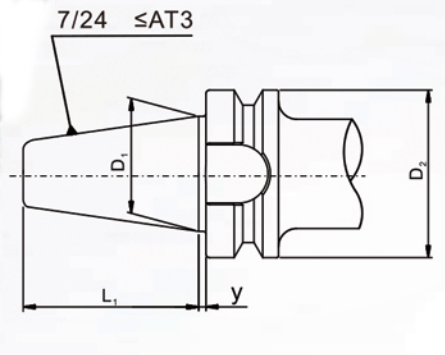
| Thông số kỹ thuật (mm) | L1 | D1 | D2 | y |
| BT30 | 48,4 | Φ31,75 | Φ46 | 1.0 |
| BT40 | 65,4 | Φ44,45 | Φ63 | 1.0 |
| BT50 | 101,8 | Φ69,85 | Φ100 | 1,5 |
Giá đỡ dụng cụ BT Đặc điểm kỹ thuật
Vào đầu những năm 1990, những người thợ máy ở Nhật Bản nghĩ rằng giá đỡ dụng cụ có thể hoạt động tốt hơn nếu loại bỏ khoảng trống này và họ đã phát triển công nghệ Big Plus. Chúng tôi gọi tắt là BBT. Công nghệ này còn được gọi là công nghệ tiếp xúc kép. Trong cán dụng cụ BBT, có cả tiếp điểm mặt và tiếp điểm côn. Nói cách khác, sau khi kẹp trục chính và giá đỡ dụng cụ, mặt của trục chính và mặt bích, một phần của giá đỡ dụng cụ, các tiếp điểm cũng như các tiếp điểm của trục chính và giá đỡ dụng cụ trên côn. Kết quả là sẽ không có khoảng trống giữa trục xoay và giá đỡ dụng cụ.
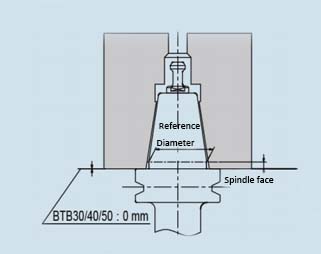
Khi không gian này được bao phủ, giá đỡ dụng cụ và trục xoay hoạt động giống như thể chúng là một bộ phận duy nhất. Không gian được bao phủ bằng cách tạo các phần mở rộng cho cả trục chính và giá đỡ dụng cụ. Vì vậy, chúng tôi có cả trục quay Big Plus và cán dao Big Plus. Khi giá đỡ dụng cụ không phải BBT tiêu chuẩn được đặt vào một trục chính không phải BBT tiêu chuẩn, sẽ có khoảng cách khoảng 3 mm từ đáy của mặt bích đến đỉnh của mặt trục chính. Để che khe hở này, mặt bích được kéo dài 1,5 mm và mặt trục chính được kéo dài 1,5 mm. Nói tóm lại, khoảng cách được chia đôi bằng cách bổ sung vào mặt bích và mặt trục chính. Cuối cùng, chúng ta có phần tiếp xúc côn ở bên trong và phần tiếp xúc mặt ở bên ngoài.
Để có hiệu suất tốt nhất, lý tưởng nhất là có cả giá đỡ dụng cụ BBT và trục xoay BBT. Nhiều nhà chế tạo máy sản xuất cọc sợi BBT. Nếu bạn sử dụng một trong hai giá đỡ dụng cụ BBT hoặc trục xoay BBT, bạn chỉ có thể che được một nửa khe hở. Nghĩ rằng bạn có một máy CNC với trục chính BBT, sẽ là tốt nhất nếu bạn sử dụng giá đỡ dụng cụ BBT.
Tiếp điểm kép cho phép kết nối giá đỡ trục chính-công cụ mạnh mẽ. Diện tích tiếp xúc lớn hơn làm cho giá đỡ dụng cụ BBT có lợi thế hơn so với giá đỡ công cụ BT. Những lợi thế này sẽ được giải thích dưới đây.
Đầu cặp dao BBT vượt trội hơn đầu cặp dao BT ở một số khía cạnh khi máy CNC của bạn được vận hành với cùng thông số. Đầu tiên, giá đỡ công cụ BBT hoạt động trơn tru và không nghe thấy tiếng lạch cạch nào trong quá trình hoạt động. Thứ hai, do quá trình trơn tru như vậy, không có vết sứt mẻ nào được nhìn thấy trên bề mặt hoàn thiện. Nói tóm lại, chúng ta có thể nói rằng những người nắm giữ công cụ BBT vượt trội hơn so với những người nắm giữ công cụ BT. Bây giờ chúng ta hãy so sánh hai công cụ nắm giữ này để xem tại sao và bằng cách nào BBT vượt trội hơn BT.
• Diện tích tiếp xúc BBT lớn hơn diện tích tiếp xúc BT, giúp cải thiện độ ổn định của trục chính và giá đỡ dụng cụ, triệt tiêu rung động, dễ dàng thực hiện khả năng cắt nặng và có độ nhám bề mặt tốt hơn.
 |
 |
Máy công cụ: YSV-957 Tay cầm công cụ: BBT40/BT40 Dụng cụ: Dao Phay Cuối (D20) Lượng cắt: 1.0mm |
| Bề mặt hoàn thiện tốt | Dao nhẹ trên bề mặt |
• Như chúng tôi đã nói ở trên, tính năng tiếp điểm kép của BBT giúp tăng đáng kể hiệu suất cắt đồng thời đảm bảo độ chính xác cao. Theo cách đó,bạn có thể đạt được quy trình sản xuất không có lỗi ở tốc độ cao. Điều này có nghĩa là việc sản xuất hàng loạt các sản phẩm hàng đầu của bạn có thể được thực hiện trong thời gian ngắn, cho phép bạn có lợi thế cạnh tranh so với các đối thủ trên thị trường và dẫn trước họ. Diện tích tiếp xúc càng lớn, tỷ lệ liên kết càng cao và độ cứng xử lý càng cao. Bảng dưới đây cho thấy việc lắp tay cầm BBT và khu vực tay cầm BT, tăng trung bình 30% độ cứng xử lý.
| Người mẫu | BT | BT | tỷ lệ phần trăm | |
 |
 |
 |
||
| BT30 | 2539 | 2539 | 767 | ↑30% |
| BT40 | 4820 | 4820 | 1422 | ↑29% |
| BT50 |
11803 |
11803 | 3791 | ↑32% |
• Cán dao BBT nâng cao khả năng lặp lại của bộ thay dao tự động (ATC). BBT tạo ra độ đảo bằng không, vì vậy giá đỡ dụng cụ đi vào trục chính một cách chính xác, giúp tăng độ lặp lại.
• Trục liên kết hai mặt của BBT cũng ngăn chặn sự dịch chuyển dọc trục của giá đỡ ở tốc độ cao.
•BBT ngăn chặn sự ăn mòn do cắt nhiều.
• Trong các hoạt động nhàm chán, bạn có độ tròn tốt hơn với BBT.
• Khả năng thay thế lẫn nhau tốt, máy công cụ CNC do cncyangsen sản xuất được trang bị trục xoay BBT liên kết hai mặt với hiệu suất tuyệt vời, giúp cải thiện hiệu suất cắt và độ chính xác gia công rất nhiều. Một trong những ưu điểm của trục xoay liên kết hai mặt là có thể tiếp tục sử dụng các giá đỡ công cụ BT thông thường.
| / | trục chính BT | trục chính BBT |
| tay cầm BT |  |
 |
| tay cầm BTB |  |
 |
Vì vậy, nếu bạn vẫn đang sử dụng các giá đỡ công cụ thông thường như BT. đã đến lúc bạn đầu tư vào BBT để có được những lợi thế này.
Giá đỡ dụng cụ BBT phải được đo theo tiêu chuẩn của nhãn hiệu Big Plus. Việc đo như vậy là cần thiết để đạt được sự tiếp xúc hoàn toàn, đó là bản chất của công nghệ Big Plus. Để làm điều này, không nên vượt quá dung sai được xác định trước. Ở đây, chúng tôi có ba máy đo khác nhau để đảm bảo điều này: trục rút côn, máy đo vòng và thiết bị đo mặt.
Trục rút côn là thước đo quan trọng nhất. Về cơ bản, nó được sử dụng để xác định độ sâu của côn của giá đỡ dụng cụ sẽ kéo vào trục chính khi kích hoạt hệ thống giữ. Điều này cuối cùng xác định dung sai nên có đối với vị trí của khuôn mặt.
Một thước đo vòng được sử dụng để đảm bảo rằng trục chính ở đúng vị trí trong dung sai phù hợp. Dung sai phù hợp được xác định theo thông số kỹ thuật của nhà chế tạo trục chính. Có một con chip được nhúng trong máy đo vòng để ghi lại dữ liệu hiệu chuẩn. Và, thiết bị đo lường được sử dụng để thực hiện các phép đo cho các hiệu chuẩn đã nêu ở trên.
BBT là loại giá đỡ công cụ tiên tiến nhất đảm bảo hiệu suất tốt nhất của máy CNC. Với những giá đỡ công cụ này, bạn sẽ có độ chính xác cao hơn, độ cứng cao hơn và độ hoàn thiện vượt trội. Bạn cũng sẽ không bị trượt, độ lệch tối thiểu và ít rung hơn. Ngoài ra, tuổi thọ của máy CNC và dụng cụ cắt của bạn sẽ được kéo dài với các giá đỡ dụng cụ này.
Sử dụng các giá đỡ công cụ này sẽ tăng đáng kể năng lực sản xuất và giảm chi phí sản xuất của bạn. Bạn cũng sẽ dễ dàng thực hiện quy trình sản xuất hàng loạt trong thời gian ngắn. Tất cả những điều này có nghĩa là bạn sẽ đi trước các đối thủ trong cuộc cạnh tranh với họ trong lĩnh vực của bạn. Hãy nhớ rằng đầu tư vào công nghệ cao sẽ luôn mang lại lợi nhuận cho bạn về lâu dài, Có lẽ, bây giờ là thời điểm thích hợp nhất để bạn đầu tư vào những người nắm giữ công cụ BBT.











